Get a Quote
We will contact you within 24 hours via one of the communication channels you have specified.
Your data will be processed under the conditions set out in our Privacy Policy.

We will contact you within 24 hours via one of the communication channels you have specified.
Your data will be processed under the conditions set out in our Privacy Policy.

Ceramic membrane is a porous asymmetric membrane made from alumina, iron oxide, zirconia, and other materials through special manufacturing. Ceramic membrane has a wide range of pore sizes which can be used in microfiltration, ultrafiltration and nanofiltration. The pore sizes can be chosen based on different criteria such as the viscosity and suspended solids content of the treated liquid to achieve clear separation.
Suntar’s ceramic membrane compared to other similar ceramic membranes has 15% to 30% higher permeate flux, lower filter resistance, lower energy consumption, easier to clean.
Suntar’s ceramic membrane system can operate in continuous condition and can be fully automated with accurate cleaning and backwash capabilities.
High heat resistant, suitable for high temperature filtration
Good pH resistance
Resistance to organic solvents
High concentration factor, lower water usage and wastewater discharge
Long lifespan of membrane element
Tea that requires high temperature clarification and filtration
Sterilisation, clarification and filtration for wine, beer and rice wine
Sterilisation, clarification and filtration for milk
Sterilisation and clarification for fruit juice
Sterilisation, clarification and filtration for condiments (soy sauce, vinegar, etc.)
Wastewater treatment containing oil emulsion
Filtration of amino acid, antibiotics, organic acid (cephalosporin, erythromycin, colistin sulphate, inosine, threonine)

Suntar has the ability to provide a multitude of spiral wound membranes with different pore sizes ranging from microfiltration to reverse osmosis to fit different needs.
With a molecular weight cutoff (MWCO) of 1000 to 300000, spiral wound ultrafiltration membrane retains large molecules while allowing target product through; or retains target product but allowing water together with small molecule through to achieve colour and impurities removal, as well as product classification. Spiral wound nanofiltration membrane has a MWCO between 200 and 1000. It allows above 90% permeance of NaCl in water and is suitable for multiple purposes such as salt removal, monosaccharide removal and concentration. Reverse osmosis is widely used in water treatment to remove impurities such as inorganic ions, bacteria, viruses, organic compounds and colloids to obtain high purity water.
As one of the pioneers in membrane separation technology, Suntar is experienced in designing, manufacturing, installing, operating and maintaining spiral wound membrane systems.
Microfiltration (MF) Pore size 0.1-10μm: Bacteria, Virus, Suspended solids
Ultrafiltration (UF) MWCO 1000-300,000MW: Pyrogen, Protein and other Macromolecular Organics
Nanofiltration (NF) MWCO 150-1000MW: Antibiotics, Micromolecular Organics, and Divalent ion
Reverse Osmosis(RO)NaCl Retention rate≥99.5%: Monovalent Ion, Water

Electrodialysis is a dialysis process driven by an external DC electric field. Utilising the selective permeability of the ion selective membrane, (that is, cation passes through cation selective membrane and anion passes through anion selective membrane) cations and anions migrate towards the cathode and anode respectively, achieving separation of ions. In the process of ion migration, if the membrane’s charge is opposite to the charge of the ion, it allows the ion to pass and repells those that have the same charge as the membrane. This achieves the purpose of solution desalination, concentration, refinement or purification.
Easy to operate and maintain
High water recovery rate
Strong anti-pollution ability
Long lifespan
Modular design
Less environmental pollution
Separation and purification of organic acids
Dairy demineralization
Treatment of wastewater and waste liquid and recovery of precious metals
Desalination of boiler feed water
Concentration of seawater for salt production
Pure water production (comply with GMP, FDA certification)
Based on the patented graphene modification technology, the inner support PVDF graphene is an innovative composite of graphene technology and polymeric membrane materials. Graphene is distributed in the membrane to form a membrane frame with a strong support structure, and channels are formed between the membrane pores to reduce the water flow resistance. This allows the membrane to achieve greater flux compared to ordinary membrane fibers.
At the same time, given the rigid support from graphene, pores do not collapse when the fibers undergo drying. Additionally, capitalising on the hydrophobicity of the graphene material, the surface possesses hydrophobic groups that can effectively repel hydrophilic foulants during operation ‒ vastly improving the membrane’s anti-fouling performance
Increased flux, achieving 1.5 - 2 times that of ordinary inner support fibers
Better anti-fouling capabilties, more than 1.5 times that of ordinary fibers
Excellent filtration performance
Longer lifespan of membrane fibers
Lower transmembrane pressure difference
Sewage, muncipal sewage, rural decentralised sewage, industrial sewage treatment
Reconstruction, upgrade and expansion of biochemical sewage treatment systems
Class Ⅳ water standard upgrading
Pretreatment of reclaimed water
Pretreatment for zero-liquid discharge
Pretreatment for desalination
Potable water treatment
Surface water treatment

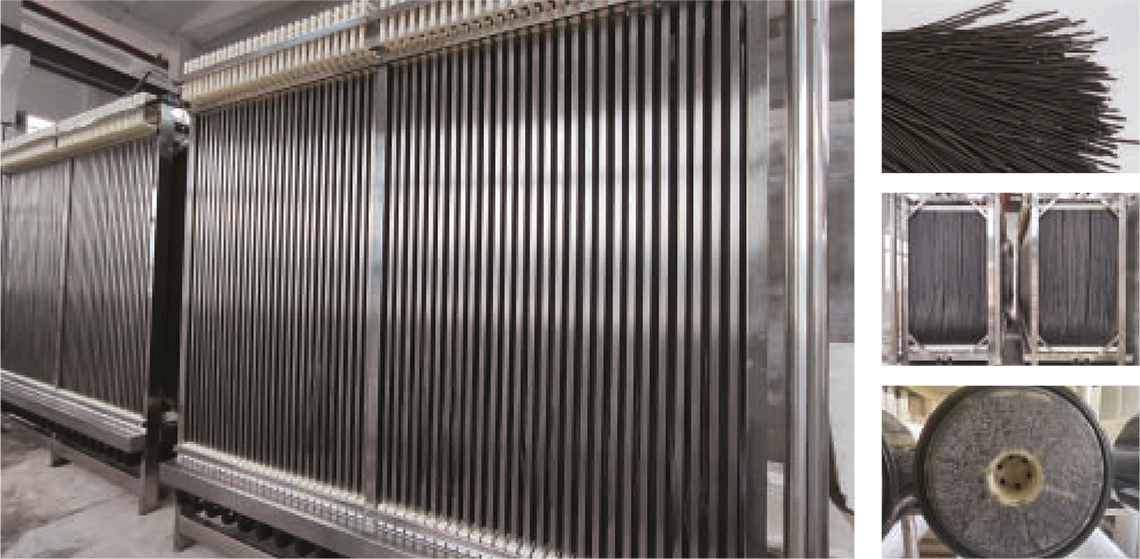
Membrane bioreactor(MBR)is a new type of wastewater treatment process that integrates advanced membrane separation technology and traditional biological treatment technology. Compared to traditional wastewater treatment methods such as activated sludge and oxidation ditch, MBR has the advantage of eliminating secondary sedimentation tanks and other process links which greatly reduces the footprint and produces stable and high-quality permeate.
By using PVDF internal support, Suntar’s MBR series products have membrane tensile strength > 200N to resist repeated air scouring. The nano-reinforced technology in Suntar’s MBR systems provides high surface permeability and easy chemical cleaning. Having reliable and stable performance, Suntar’s MBR systems are suitable for municipal wastewater treatment and industrial wastewater treatment. Suntar’s MBR systems, which have achieved several invention and utility patents, are widely applied in wastewater treatment plants.
Effective retention of suspended solids
Able to maintain relatively high MLSS
Able to separate SRT and HRT, maintain low sludge production while maintaining shorter
HRT
Able to retain soluble macromolecular substance and be degraded eventually
Allows for the growth of nitrifying bacteria which improves denitrification rate
Municipal wastewater treatment
Wastewater treatment for food production, slaughterhouse, and brewery
Pharmaceutical, fermentation, chemical, petrochemical, printing and dyeing wastewater treatment
Upgrade and expansion of the existing biochemical sewage treatment system

Hollow fiber membrane system acts as a pretreatment for reverse osmosis. It has a pore size of less than 0.1um and can remove substances with molecular weight greater than a few thousands - for example, macromolecular colloids, proteins, slime particles and bacteria. This ensures the inlet water for reverse osmosis has turbidity lower than 0.5 NTU and SDI <3 which reduces the cleaning frequency and lengthens the lifespan of reverse osmosis membranes. Outside in hollow fiber membrane module has been widely used in industrial wastewater treatment, sewage treatment, reclaimed water reuse, surface water treatment, reverse osmosis pretreatment and many other fields.
Long lifespan, fouling resistant
Good hydrophilic properties and mechanical strength
Outside in structure to prevent clogging, easy to clean
Stable product performance
Potable water treatment
Surface water treatment
Pretreatment of reclaimed water reuse
Zero Liquid Discharge pretreatment
Sewage treatment
Seawater desalination

Reverse osmosis is a water treatment process that removes contaminants from water by applying pressure to force water molecules against the concentration gradient through a semipermeable membrane. It is widely used in the purification and concentration of various liquids. The most common application of reverse osmosis is water purification which removes impurities such as inorganic ions, bacteria, viruses, organic compounds and colloids to obtain high-quality purified water.
Ultra-high-pressure reverse osmosis can be utilized to further remove any water in the concentrate after the reverse osmosis and/or the high-pressure reverse osmosis process. The membrane's highest operating pressure is 120Bar at a maximum temperature of 30℃ and has the characteristics of a high salt rejection rate.
Stable salt rejection rate of 99%
Optimised component structure to endure ultra-high pressure
Significantly reduce the capital and operating cost
Simplistic structure, convenient for operation and maintenance
Coal chemical wastewater
Chemical wastewater
Refinery wastewater
Oilfield produced water
Coalbed methane wastewater
Desulfurisation wastewater
Cooling water discharge
Mine wastewater
Hydrometallurgical wastewater
Zero Liquid Discharge
Concentration of brine

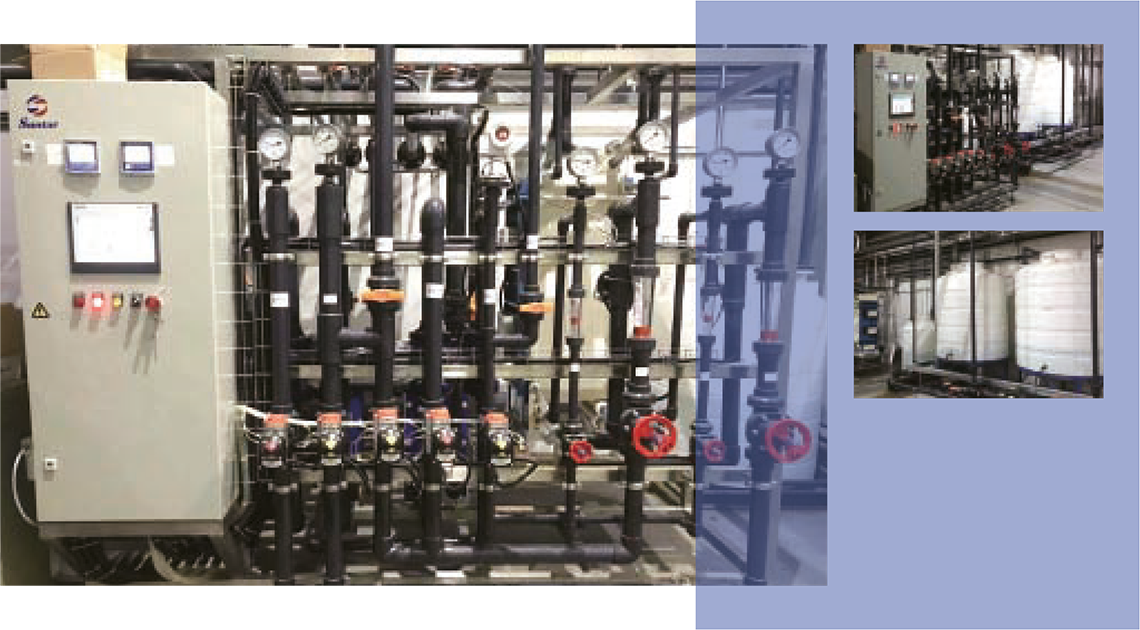
The microtubular membrane, with a pore size ranging from 3000Da to 0.45μm, is a porous homogeneous membrane which can be made from materials including but not limited to polysulfone, polyvinylidene fluoride, polyacrylonitrile and polyethylene. It can be used in microfiltration and ultrafiltration with an internal diameter of 0.7mm to 2.6mm. Membranes of different pore sizes and internal diameters can be chosen by evaluating criteria such as the viscosity of the treated liquid and suspended solid content to achieve clarification and separation.
Suntar’s microtubular membrane systems are capable of operating in continuous condition and fully automated with precise cleaning and backwash capabilities.
High temperature resistance
Resistant to acid, alkali, organic solvent and oxidation
Easy to clean
Long lifespan due to highly crystalline structure and strong mechanical strength
Uniform pore size distribution, stable operation and high permeate quality
High porosity per unit membrane surface, high membrane flux and low energy consumption
Depyrogenation of water
Concentration of enzyme
Sterilisation of fermentation broth, enzymes, amino acids, organic acids
Bacterial concentration
Wastewater recovery
RO pretreatment

Industrial chromatography is an advanced separation method based on the affinity between different molecules. It is an effective method for separating physically and chemically similar materials. Different molecules in the chromatography form different attractive forces between itself and the stationary phase, leading them to have different migrating speeds in the stationary phase and separation. It adopts a multiple small unit design and achieves continuous input through an automatic switching mechanism. The long separation bed achieves higher separation and better separation effects.
Suntar’s industrial chromatography is a continuous separation technology. It is scientifically designed based on the traditional fixed-bed chromatographic separation and makes full and reasonable use of the stationary phase to achieve continuous production. It fully showcases the advantage of chromatographic separation technology to achieve high quality, high efficiency, stable and low energy consumption separation process.
Maintain the composition and concentration of product
Selective separation of substances with similar properties
Save more than 50% of resin usage and more than 70% of the eluent
Effectively improve the purity and concentration of the product and save subsequent process costs
Compact equipment with small footprint
Adopts multi-column system which can be flexibly adjusted based on production needs
Fully automated and programmed operation control
Fructose/glucose
Xylitol/arabinose
Glucose/galactose
Arabinose/ribose
Mannitol/sorbitol
Glucose or maltose/high sugar
Purification of D-ribose

Continuous Moving Bed technology is an innovative separation process which is different from traditional fixed bed, pulse bed, simulated moving bed and other processes. The continuous moving bed system consists of resin columns and porous distribution rotary valves. The resin column series can be divided into several different functional areas. After the material enters the system, each resin column passes through each functional area through the switching of the rotary valves to achieve simultaneous adsorption, water washing, elution, regeneration and other processes. This transforms the traditional batch processes into continuous process.
Suntar’s continuous moving bed system adopts advanced design concepts and excellent production technology. It is easy to operate with a wide range of applications and can be modified flexibly based on the separation requirement of different products. Suntar has successfully developed and applied dozens of said system in different industries in China.
Maintain the stability of the composition and concentration of the product in the feed
Resin usage reduced by 50-90%, washing water usage reduce up to 50-70%
Reduce consumption of chemicals such as regenerant and eluent by 30-60%, greatly reducing operating cost and wastewater discharge
Compact equipment, easy to install in any position, compatible with existing process and equipment
Fully automated operation ensuring continuous stable production
Conversion of sodium gulonate to gulonic acid
Conversion of sodium Vitamin C to Vitamin C
Purification of lysine
Desalination of lactic acid
Desalination of citric acid

The solid-liquid separation PP/PE membrane is a kind of microfiltration membrane suitable for treating liquids with high total solid and suspended solid content. It has a 5mm inner diameter flow channel, and the effective membrane pore sizes are 0.2μm and 1μm.
PP membrane has excellent resistance to hard particles and is suitable for separating hard particles from liquids. (Other hard material membranes such as ceramic membrane and metal membrane are more sensitive to hard particles especially abrasive particles that can destroy the active layer in a short time.)
Welded shut at both ends, minimal need for other sealing parts.
Symmetric membrane structure with very good wear resistance.
Completely retain bacteria, colloids, and solid particles.
pH resistant (0-14) and chemically stable.
Standard fluid state, optimized use of membrane area.
Adopts the most effective membrane cleaning method of backwash.
No dead zone in concentration side during actual operation.
Long lifespan and safe to operate.
Acid solution, alkaline solution
Activated carbon, catalyst
Silicate, carbonate
Pigments, glass particles
Separation of titanium dioxide
Separation of man-made diamond from wastewater
Coal washing wastewater treatment

Simulated Moving Bed (SMB) can be used for continuous operations such as chromatography, adsorption, ion exchange, gradient elution, etc.; and the combination of adsorbents and multiple monomers can achieve high-efficiency, energy-saving, and continuous separation through the "simulated mobile" process.
The simulated moving bed ion exchange system uses the carousel principle and adopts valve array control; the adsorption, washing, analysis, regeneration, washing, etc. are carried out simultaneously, one-key start, and fully programmed automatic control operation.
Through column washing and low concentration top height, it helps to reduce washing water consumption.
On-line backwashing and cross regeneration ensure and maintain resin exchange capacity.
Through column regeneration, the regenerant is fully utilized, thus reducing usage amounts.
Multiple columns are in series and parallel and only one new column is switched each time; product quality is stable.
Valve array control enables cross-column operation, which is convenient for equipment maintenance.
Fully automatic operation, reducing human factors and ensuring the stability of product quality.
Impurity removal and decolorization of neomycin sulfate
Functional sugar (erythritol) deliming
Salt to acid
Amino acid purification, etc.
You can ask any questions you may have about our products, our company or our sales processes.
We will contact you within 24 hours via one of the communication channels you have specified.
Your data will be processed under the conditions set out in our Privacy Policy.