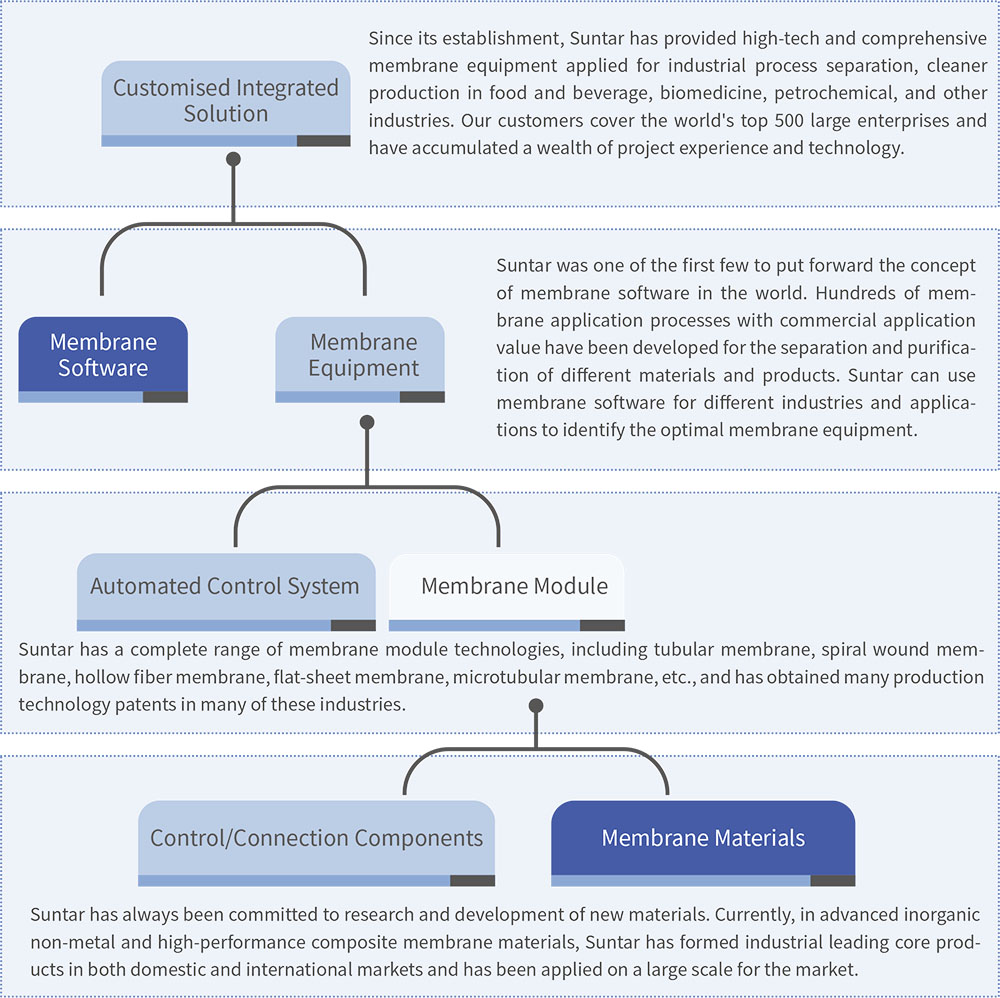
SUNTAR ENVIRONMENTAL TECHNOLOGY CO., LTD. ‘( Suntar’) was established in 1996. The group focuses on the R&D and production of membrane materials, membrane modules, manufacture of complete systems, membrane process design and system integration. Suntar is a leading technology and innovation company, integrating the R&D of advanced membrane materials, together with investment and operation of water treatment plants and projects.
Across years of rich experience, our group has become industrially known as a membrane and filter specialist, with experience spanning across energy and minerals, biological fermentation, metallurgy and petrochemicals, food and beverages, pharmaceutical and chemicals industry, water purification and environmental protection, etc, providing clients innovative and comprehensive solutions with the purpose of energy reduction.
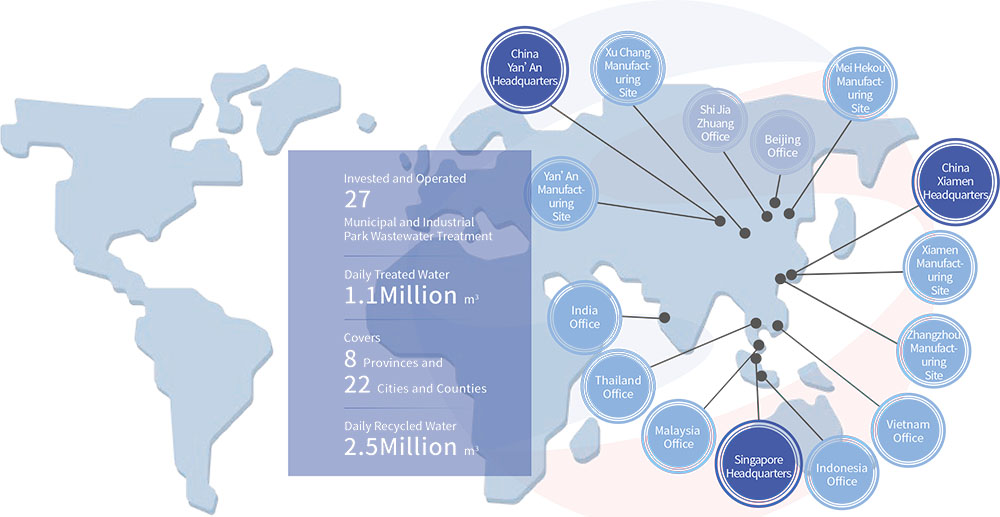
Suntar’s international headquarters is set up in Singapore, with a factory of nearly 3,200 square meters. At the same time, we have established 5 production bases and 2 offices in China, covering 8 provinces and invested in over 27 sewage treatment operation projects.