Get a Quote
We will contact you within 24 hours via one of the communication channels you have specified.
Your data will be processed under the conditions set out in our Privacy Policy.

We will contact you within 24 hours via one of the communication channels you have specified.
Your data will be processed under the conditions set out in our Privacy Policy.

Reverse osmosis is a water treatment process that removes contaminants from water by applying pressure to force water molecules against the concentration gradient through a semipermeable membrane. It is widely used in the purification and concentration of various liquids. The most common application of reverse osmosis is water purification which removes impurities such as inorganic ions, bacteria, viruses, organic compounds and colloids to obtain high-quality purified water.
Ultra-high-pressure reverse osmosis can be utilized to further remove any water in the concentrate after the reverse osmosis and/or the high-pressure reverse osmosis process. The membrane's highest operating pressure is 120Bar at a maximum temperature of 30℃ and has the characteristics of a high salt rejection rate.
Stable salt rejection rate of 99%
Optimised component structure to endure ultra-high pressure
Significantly reduce the capital and operating cost
Simplistic structure, convenient for operation and maintenance
Coal chemical wastewater
Chemical wastewater
Refinery wastewater
Oilfield produced water
Coalbed methane wastewater
Desulfurisation wastewater
Cooling water discharge
Mine wastewater
Hydrometallurgical wastewater
Zero Liquid Discharge
Concentration of brine

In recent years, membrane separation technology in plant extraction has become more abundant. Suntar has also developed many applications in the plant extraction industry and an overall production process based on membrane separation technology and moving bed technology.

Ceramic membranes remove impurities and clarify extract which improves filtrate quality and recovery.
Nanofiltration concentration increases aloe vera juice soluble solid concentration from 0.75% over 7%
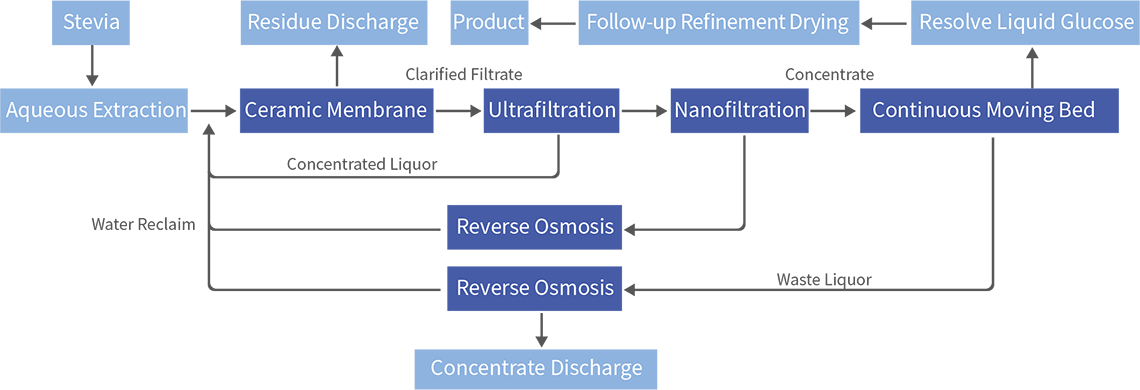
Membrane filtration has ideal impurity removal and clarification effect on stevia extract, and can better remove suspended solids, and pigments as well as improve product quality and yield.
Nanofiltration membrane increases the efficiency of resin adsorption and significantly reduces wastewater discharge. The filtrate can be discharged directly or be treated further and recycled.
Continuous moving bed reduces resin consumption by over 60% as well as reduces regenerant consumption and wastewater discharge by over 50%.
Wastewater treatment in each process becomes simpler with membrane. Membrane filtrate and the lower column waste of the resin adsorption process are fully recovered through reverse osmosis to achieve zero discharge.
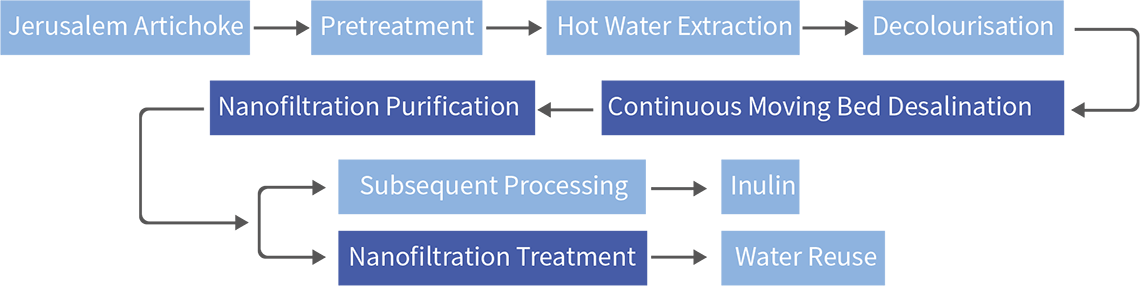
Continuous moving bed separates the extract, reduces the resin consumption by 60%, saves more than 50% of the regenerant, and reduces wastewater discharge by more than 60%.
Nanofiltration concentrates the product to meet the needs of the subsequent processes, improves recovery rate and reduces energy consumption.
Wastewater recovery through nanofiltration technology.
You can ask any questions you may have about our products, our company or our sales processes.
We will contact you within 24 hours via one of the communication channels you have specified.
Your data will be processed under the conditions set out in our Privacy Policy.